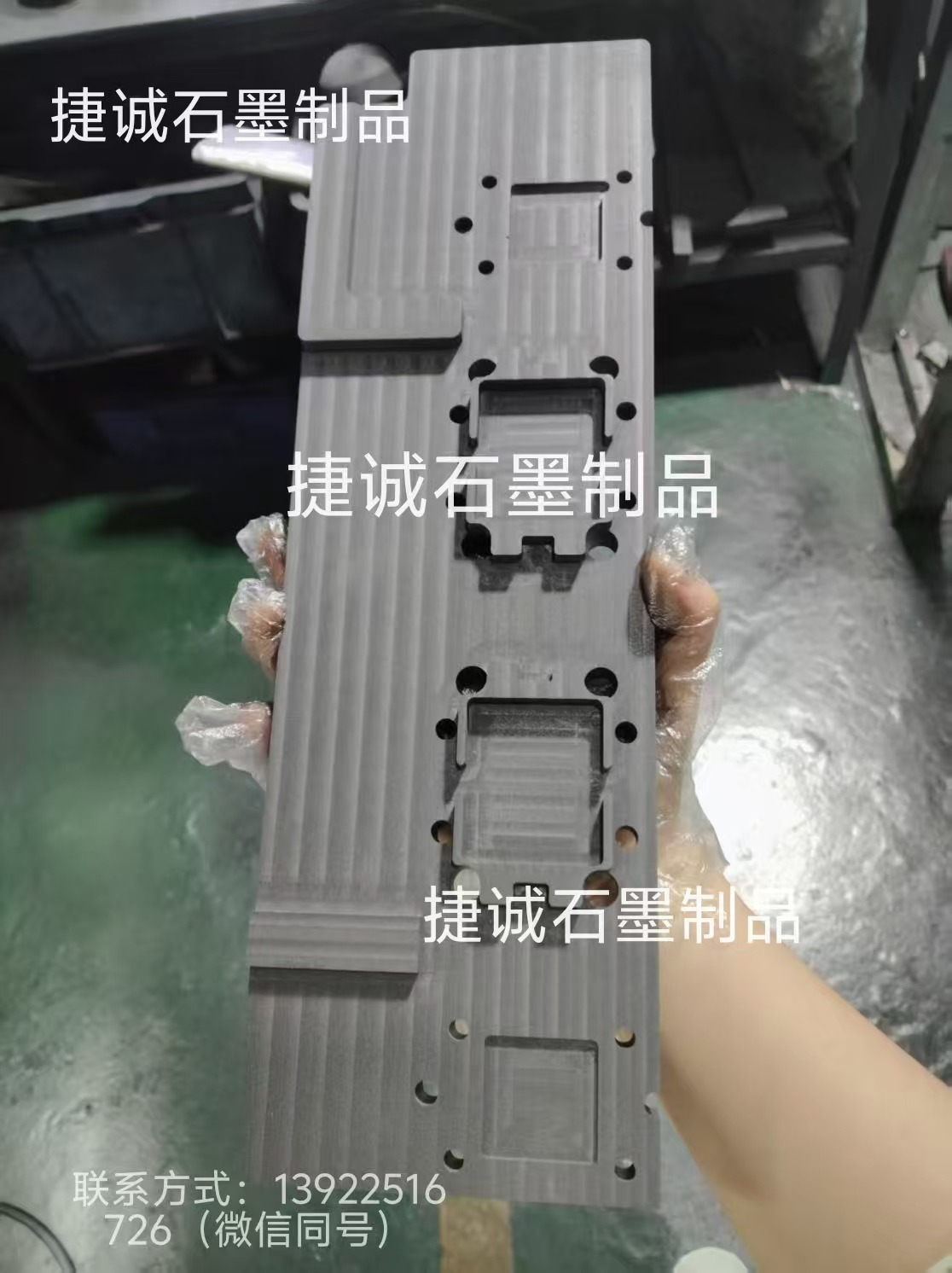
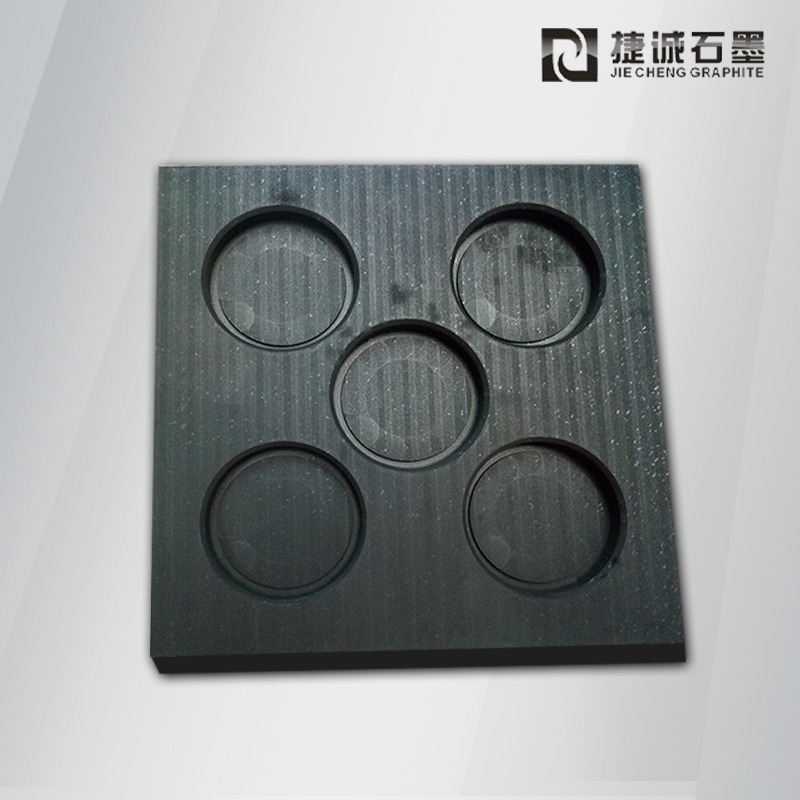
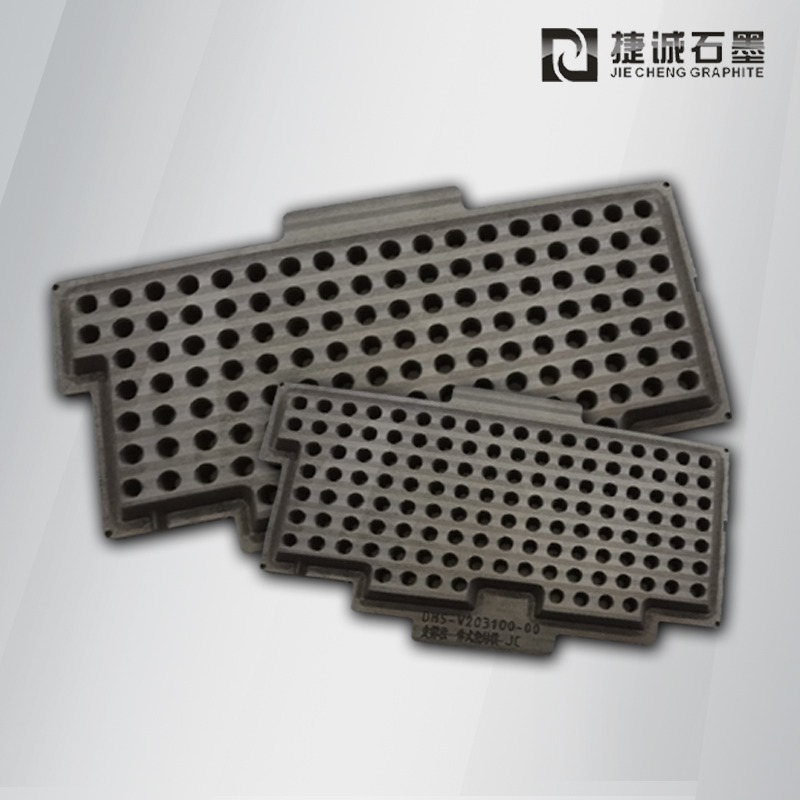
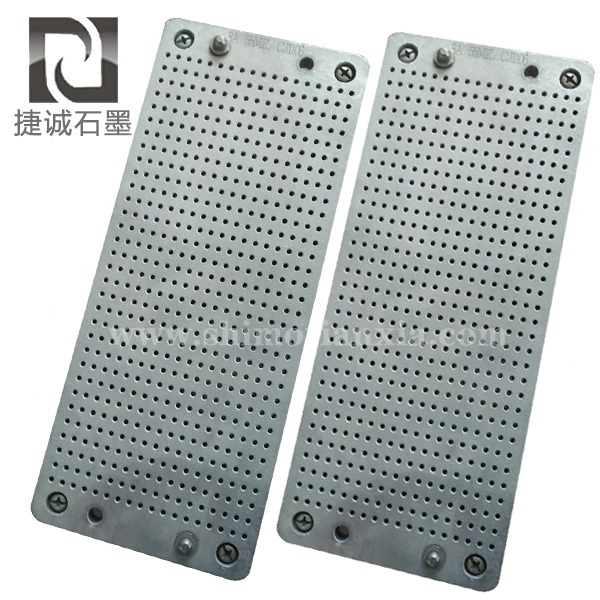
液冷板釬焊石墨模具,液冷板石墨模具,水冷板釬焊石墨模具,石墨模具,石墨夾具,石墨治具,石墨模具加工,石墨模具加工廠,液冷板釬焊石墨模具生產(chǎn)廠家
液冷板釬焊石墨模具的加工難度較高,首要體現(xiàn)在資料特性、精度要求、工藝復(fù)雜性以及質(zhì)量檢測等方面,以下為詳細分析:
一、資料特性導(dǎo)致的加工難點
脆性大,易崩裂
石墨屬于脆性資料,抗沖擊才能弱。在加工過程中,刀具切削力或振蕩或許導(dǎo)致模具外表或內(nèi)部呈現(xiàn)微裂紋,乃至部分崩裂。例如,在銑削加工中,若刀具進給速度過快或切削深度過大,石墨邊緣容易發(fā)生碎裂。
硬度不均勻
石墨資料的硬度在不同方向上存在差異,加工時切削力難以操控。特別是在釬焊區(qū)域鄰近,由于資料結(jié)合強度高,切削阻力更大,易導(dǎo)致刀具磨損加快或加工外表質(zhì)量下降。
二、精度與外表質(zhì)量要求高
尺度精度操控
液冷板模具的冷卻流道和密封面尺度精度要求一般在±0.02mm以內(nèi)。石墨加工過程中,刀具磨損、熱變形以及資料本身的不均勻性都會影響尺度精度。例如,流道直徑若超出公役規(guī)模,或許導(dǎo)致冷卻液流量不均,影響液冷板散熱作用。
外表粗糙度要求
模具密封面和冷卻流道內(nèi)壁的外表粗糙度需達到Ra0.8以下,以保證密封性和冷卻功率。石墨加工時易發(fā)生粉塵和毛刺,需經(jīng)過精密磨削或拋光工藝處理,添加了加工時刻和本錢。
三、工藝復(fù)雜性
多工序加工
液冷板石墨模具的加工一般包括粗加工、半精加工、精加工、釬焊以及后處理等多個工序。例如,粗加工后需進行應(yīng)力釋放處理,防止后續(xù)加工中變形;釬焊后還需對結(jié)合面進行研磨和檢測,保證密封性。
釬焊工藝應(yīng)戰(zhàn)
釬焊過程中,石墨與金屬基板(如銅、鋁)的熱膨脹系數(shù)差異大,易導(dǎo)致釬焊層開裂或結(jié)合強度缺乏。此外,釬焊溫度需準(zhǔn)確操控在石墨資料可接受規(guī)模內(nèi)(一般不超過800℃),否則或許引發(fā)石墨氧化或結(jié)構(gòu)破壞。
四、刀具與設(shè)備要求高
專用刀具挑選
石墨加工需使用金剛石或立方氮化硼(CBN)刀具,這類刀具硬度高、耐磨性好,但本錢較高。刀具的幾許參數(shù)(如前角、后角)需依據(jù)石墨特性優(yōu)化設(shè)計,以削減切削力和粉塵發(fā)生。
高精度加工設(shè)備
加工液冷板石墨模具需使用高精度數(shù)控機床(CNC),裝備真空吸附或夾緊裝置,防止加工過程中振蕩或位移。例如,五軸聯(lián)動加工中心可實現(xiàn)復(fù)雜流道的一次性加工,但設(shè)備本錢和操作難度較高。
五、質(zhì)量檢測與驗證難度大
無損檢測要求
石墨模具內(nèi)部缺點(如裂紋、氣孔)需經(jīng)過X射線或超聲波檢測驗證,但檢測靈敏度受資料密度和結(jié)構(gòu)影響,易呈現(xiàn)漏檢或誤判。
密封性與流道性能測驗
釬焊后的模具需進行密封性測驗(如氦氣檢漏)和流道流量測驗,保證冷卻液循環(huán)無泄漏且流量契合設(shè)計要求。測驗過程復(fù)雜,需專用設(shè)備和規(guī)范流程。
六、本錢與功率問題
資料與刀具本錢高
石墨資料本身價格較高,且加工過程中刀具損耗快,導(dǎo)致單件模具本錢明顯添加。例如,加工一個液冷板石墨模具的刀具本錢或許占全體本錢的20%以上。
加工周期長
由于多工序加工和嚴(yán)格的質(zhì)量操控要求,液冷板石墨模具的加工周期一般較長(一般需1-2周),難以滿意快速交給需求。
總結(jié)與建議
液冷板釬焊石墨模具的加工難度首要體現(xiàn)在資料脆性、精度操控、工藝復(fù)雜性和質(zhì)量檢測等方面。為下降加工難度,可采取以下辦法:
優(yōu)化刀具與工藝參數(shù):挑選適宜的刀具和切削參數(shù),削減加工振蕩和粉塵。
選用仿真與預(yù)處理:經(jīng)過熱-力耦合仿真優(yōu)化模具結(jié)構(gòu),提早釋放應(yīng)力,削減變形。
引入自動化檢測:選用高精度檢測設(shè)備,保證模具質(zhì)量契合要求。
探究代替資料:在滿意性能要求的前提下,研究石墨與其他資料的復(fù)合應(yīng)用,下降加工難度和本錢。
-
VC硬焊石墨治具半導(dǎo)體石墨模具,VC硬焊石墨治具,VC石墨模具,燒結(jié)石墨模具,石墨模具,石墨治具,VC擴散焊接石墨模具,石墨模具加工,石墨模具生產(chǎn)廠家
-

VC硬焊石墨治具半導(dǎo)體石墨模具,VC硬焊石墨治具,VC石墨模具,燒結(jié)石墨模具,石墨模具,石墨治具,VC擴散焊接石墨模具,石墨模具加工,石墨模具生產(chǎn)廠家
-
電子燒結(jié)石墨模具,石墨模具加工,半導(dǎo)體封裝石墨模具,二極管封裝石墨模具,燒結(jié)石墨模具,封裝石墨模具,石墨模具,石墨治具,石墨模具生產(chǎn)廠家
-
電子產(chǎn)品燒結(jié)封裝石墨模具,電子燒結(jié)石墨模具,半導(dǎo)體封裝石墨模具,二極管封裝石墨模具,燒結(jié)石墨模具,封裝石墨模具,石墨模具,石墨治具,石墨模具生產(chǎn)廠家
-

超薄VC散熱石墨治具,VC石墨模具,VC燒結(jié)石墨模具,VC均溫板燒結(jié)石墨夾具,VC石墨模具加工,VC石墨模具生產(chǎn)廠家
-
液冷板石墨模具,石墨治具石墨模具,石墨模具加工廠,水冷板石墨模具,液冷板釬焊石墨模具,水冷板釬焊石墨模具,石墨模具,石墨模具加工,石墨模具生產(chǎn)廠家