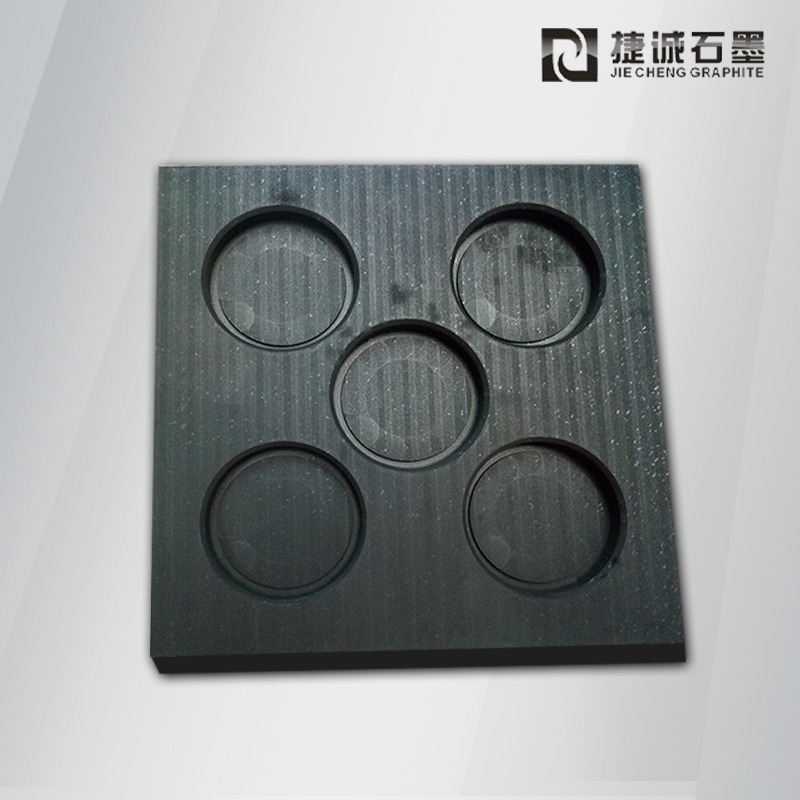
VC擴散焊接石墨冶具,VC石墨模具,均溫板石墨模具,VC燒結石墨模具,VC散熱石墨模具,燒結石墨模具,石墨模具生產廠家
VC渙散焊接石墨冶具的工藝參數首要包括以下幾個方面:
一、溫度
溫度是渙散焊最重要的工藝參數之一。溫度的細小改變會使渙散焊速度產生較大的改變。在必定的溫度范圍內,溫度越高,渙散進程越快,所取得的接頭強度也越高。因此,在或許的情況下,應盡或許選用較高的渙散焊溫度。但需求留意的是,加熱溫度受被焊工件和夾具的高溫強度,以及工件的相變、再結晶等冶金特性所束縛。當溫度高于必定值后,再進步溫度對接頭質量的進步效果不大,有時反而會導致接頭質量下降。
二、壓力
壓力也是影響渙散焊質量的重要因素。在其它參數固守時,選用較高壓力能產生較好的接頭。壓力的上限取決于對焊件整體變形量的極限以及設備的噸位等因素。關于異種金屬渙散焊,選用較大的壓力有助于減少或避免渙散孔洞的產生。可是,壓力過大時,在某些情況下或許導致液態金屬被擠出,使接頭成分失控。因此,在選擇壓力時,需求歸納考慮各種因素,以到達最佳的焊接效果。
三、時間
渙散時間是指被焊工件在焊接溫度下堅持的時間。在該焊接時間內,必須確保渙散進程悉數完結,以到達所需的強度。但過高的高溫高壓持續時間并不會對接頭質量產生進一步的進步效果,反而會使母材晶粒長大,影響接頭功用。因此,需求合理操控渙散焊時間,以確保焊接質量。渙散焊時間并非一個獨立參數,它與溫度、壓力是密切相關的。溫度較高或壓力較大時,時間能夠相應縮短。
四、維護氣氛
焊接維護氣氛的純度、流量、壓力或真空度、漏氣率等均會影響渙散焊接頭的質量。常用維護氣體是氬氣,常用真空度為(1~20)×10^-3Pa。在焊接進程中,需求確保維護氣氛的穩定性和純凈度,以避免對焊接質量產生不良影響。
綜上所述,VC渙散焊接石墨冶具的工藝參數包括溫度、壓力、時間和維護氣氛等。這些參數的選擇和操控關于確保焊接質量至關重要。在實際操作中,需求根據具體情況進行歸納考慮和調整,以到達最佳的焊接效果。

-
VC硬焊石墨治具半導體石墨模具,VC硬焊石墨治具,VC石墨模具,燒結石墨模具,石墨模具,石墨治具,VC擴散焊接石墨模具,石墨模具加工,石墨模具生產廠家
-

VC硬焊石墨治具半導體石墨模具,VC硬焊石墨治具,VC石墨模具,燒結石墨模具,石墨模具,石墨治具,VC擴散焊接石墨模具,石墨模具加工,石墨模具生產廠家
-
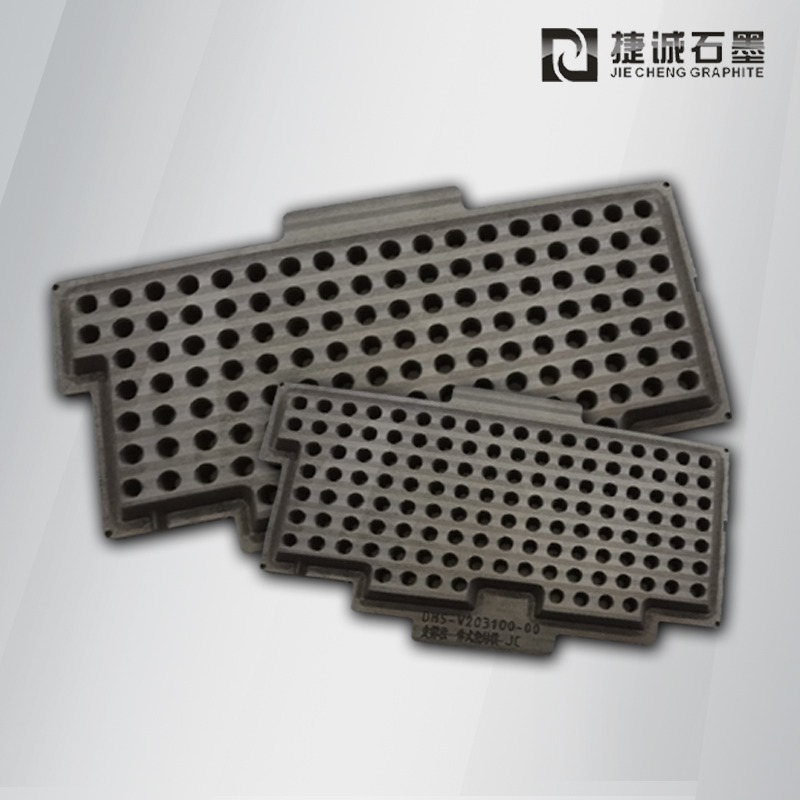
電子燒結石墨模具,石墨模具加工,半導體封裝石墨模具,二極管封裝石墨模具,燒結石墨模具,封裝石墨模具,石墨模具,石墨治具,石墨模具生產廠家
-
電子產品燒結封裝石墨模具,電子燒結石墨模具,半導體封裝石墨模具,二極管封裝石墨模具,燒結石墨模具,封裝石墨模具,石墨模具,石墨治具,石墨模具生產廠家
-
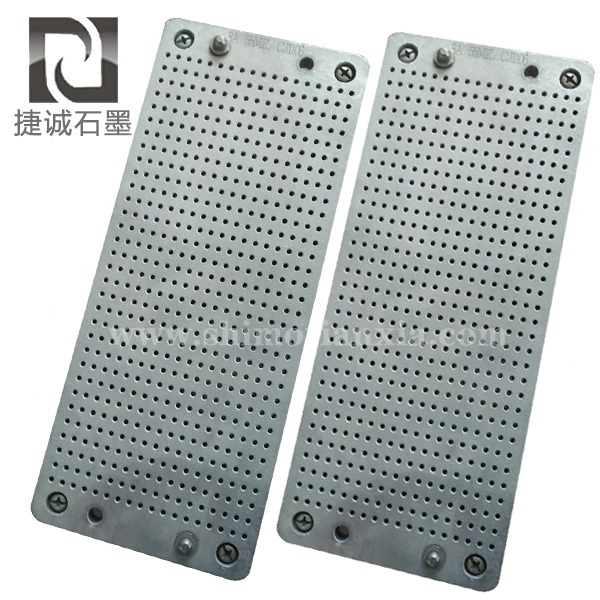
超薄VC散熱石墨治具,VC石墨模具,VC燒結石墨模具,VC均溫板燒結石墨夾具,VC石墨模具加工,VC石墨模具生產廠家
-
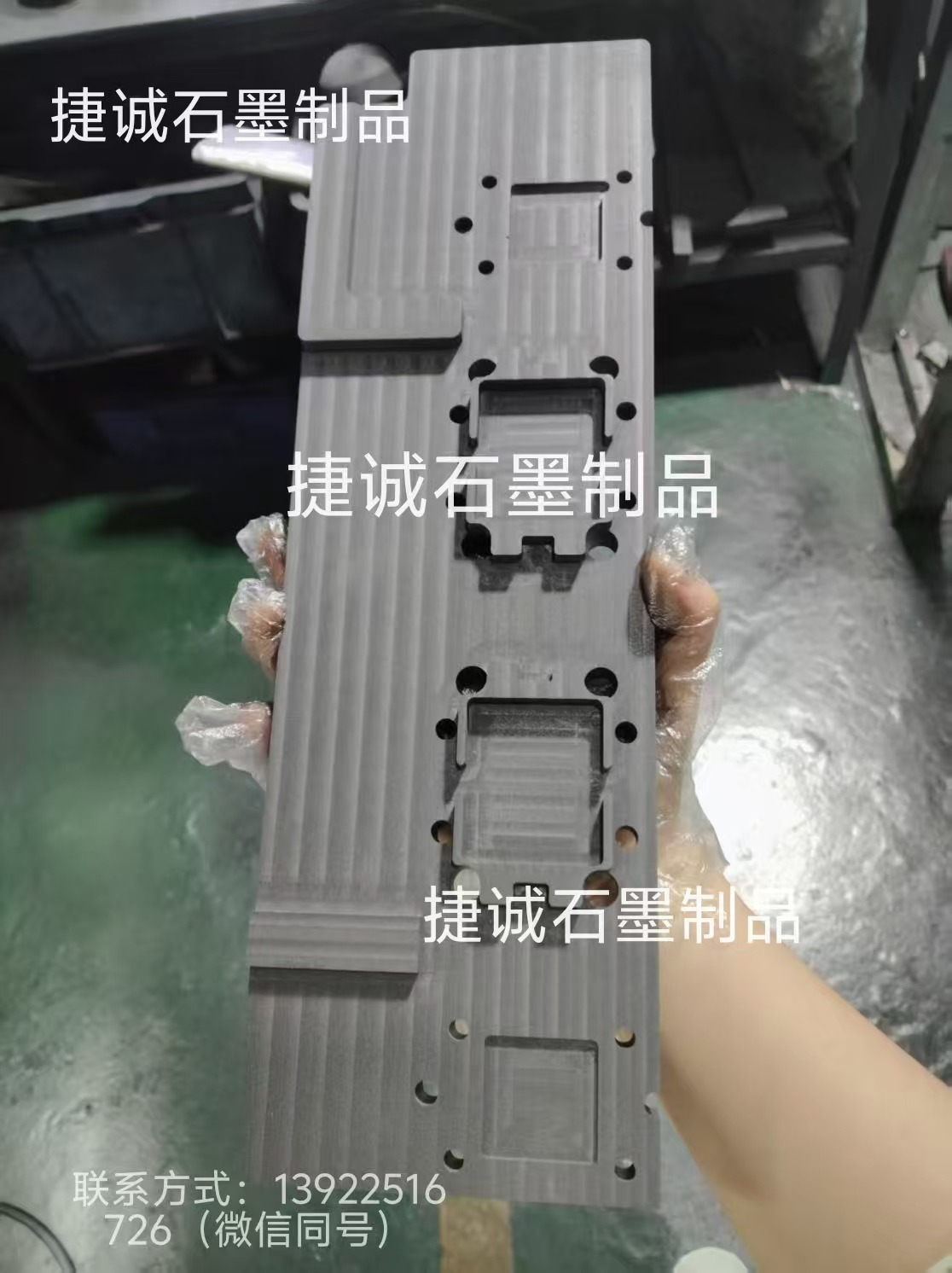
液冷板石墨模具,石墨治具石墨模具,石墨模具加工廠,水冷板石墨模具,液冷板釬焊石墨模具,水冷板釬焊石墨模具,石墨模具,石墨模具加工,石墨模具生產廠家